




Токарный автомат продольного точения Nexturn SA26P
Токарный автомат продольного точения NEXTURN SA26P высокопроизводительный, многофункциональный станок производителя Nexturn (Южная Корея), который предназначен для обработки прутков диаметром до 26 мм, изготовленных из разных материалов, таких как: трудноообрабатываемые стали, цветные сплавы.
Технические характеристики
| Возможности обработки | |
| Макс диаметр устанавливаемого прутка | Ø26 мм |
| Макс длина точения | 250 мм |
| Макс диам сверления/резьбы в главном шпинделе | Ø12 мм/ М10 |
| Макс диам противошпинделя | Ø26 мм |
| Макс диам сверления/резьбы в противошпинделе | Ø10 мм/ М8 |
| Макс диам радиального сверления/резьбы | Ø10 мм/ М8 |
| Макс диам торцевой фрезы | Ø40 мм |
| Способности обработки | |
| Частота вращения главного шпинделя | 8000 об/мин |
| Частота вращения противошпинделя | 8000 об/мин |
| Частота вращения приводного инструмента | 6000 об/мин |
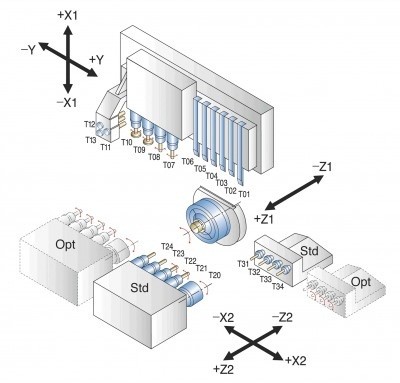
| Общее количество инструментальных позиций | 21 шт |
| Количество позиций для токарной обработки в главном шпинделе | 5 шт |
| Количество позиций радиального приводного инструмента | 4 шт |
| Количество позиций осевого инструмента для главного шпинделя *– блок инструментов оси Y(опция) | 5 шт |
| Количество позиций торцевого инструмента для главного шпинделя | 3 шт (1 фикс+2 прив)*/ опция 3 прив позиции |
| Количество позиций осевого инструмента для одновременной обработки в противошпинделе | 4 шт (4 фикс)*/ опция 2-3 прив позиции |
| Размер инструмента в резцедержателе | □16 ×16 ×120 |
| Ускоренные перемещения по осям X/Y/Z | 32 м/мин |
| Позиционирование поворота оси С1 главного шпинделя | 0,001 градус |
| Позиционирование поворота оси С2 противошпинделя | 0,001 градус |
| Мощности | |
| Мощность двигателя главного шпинделя | 5,5/ 7,5 кВт |
| Мощность двигателя противошпинделя | 1,5/ 2,2 кВт |
| Мощность двигателя приводного инструмента | 1 кВт |
| Мощность двигателя приводного инструмента для противошпинделя | 1 кВт |
| Мощность двигателя помпы СОЖ | 0,9 кВт |
| Мощность двигателя системы смазки | 0,04 кВт |
| Система ЧПУ | |
| Контроллер | Fanuc 0i-TD |
| Количество управляемых осей | 7 шт |
| Дискретность данных | 0,001 мм |
| Монитор (стойка) | 10,4” Color LCD |
| Габаритные размеры | |
| Объем бака гидростанции | 240 л |
| Высота центров | 1000 мм |
| Габариты ДхШхВ | 2100×1165×1658 мм |
| Вес | 3 400 кг |
Описание
Токарный автомат продольного точения NEXTURN SA26P высокопроизводительный, многофункциональный станок производителя Nexturn (Южная Корея), который предназначен для обработки прутков диаметром до 26 мм, изготовленных из разных материалов, таких как: трудноообрабатываемые стали, цветные сплавы. Станок данной серии находит применение как в мало- и среднесерийном производстве, так и в крупносерийном и массовом производстве.
Особенности токарного автомата продольного точения Nexturn SA26P:
- монолитная станина изготовлена из сплава марки «Mechanite», который обладает отличными прочностными и литейными характеристиками, что способствует существенному повышению жесткости всей конструкции станка. Помимо этого станина подвергается последующей обработке в виде искусственного старения;
- максимальный диаметр прутка 26 мм, максимальная длина точения составляет 250 мм;
- конструкция станины содержит большое количество ребер жесткости, которые обеспечивают дополнительную жесткость и виброустойчивость станка;
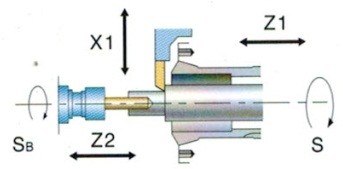
- приводные инструменты, противошпиндель и дополнительные оси X2 и Z2 позволяют выполнять одновременную обработку в обоих шпинделях;
- система ЧПУ Fanuc 0i-TD (Япония) позволяет с легкостью программировать с высокой скоростью обработки данных и обеспечивает скоростную высокоточную механическую обработку;
- мощность двигателя главного шпинделя 5,5/7,5 кВт, частота вращения главного шпинделя 8000 об/мин;
- линейные направляющие японского производства класса Р7, на которых базируется инструментальный суппорт и шпиндель, обеспечивают высокую точность обработки;
- благодаря применению подвижной шпиндельной бабки осуществляется продольная подача заготовки вдоль оси шпинделя;
- синхронизированная вращающаяся направляющаяся втулка и направляющаяся перемещающаяся втулка для обработки длинных и коротких деталей;
- максимально возможное количество инструментов на 27 позиций;
- приводные инструменты позволяют выполнять контурную фрезеровку и обрабатывать фасонные поверхности;
- цанговый патрон используется в качестве зажима заготовки;
- ШВП (Япония) и датчики позиционирования (Германия) обеспечивают высокоточное позиционирование;
- противошпиндель позволяет выполнять полный цикл обработки без применения дополнительного оборудования.
Схема расположения инструментов токарного автомата продольного точения Nexturn SA26P:

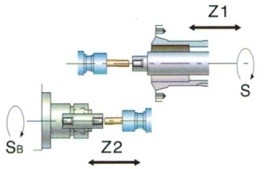
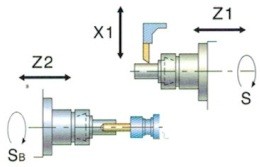
Примеры обработки на автомате продольного точения NEXTURN SA26P:
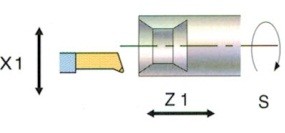 | Внутренняя обработка при синхронизации движения по осям |
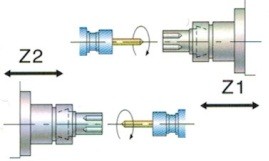
 | Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
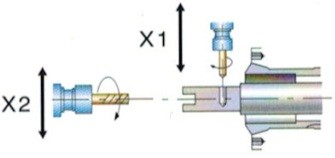
 | Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе) |
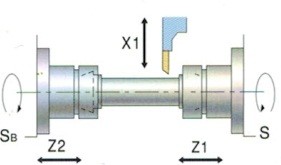 | Обработка детали при синхронизации главного и противошпинделя |
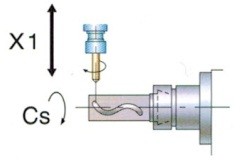 | Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя |
 | Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
 | Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
 | Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
В стандартную комплектацию токарного автомата продольного точения Nexturn SA26P входит:
- главный шпиндель (прямой привод) и противошпиндель (ременный привод);
- система ЧПУ Fanuc 0i-TD;
- втулка вращающаяся направляющаяся (люнетная);
- блок инструментов для обработки в главном шпинделе на 3 позиции (1 фиксированная и 2 приводные);
- блок инструментов для обработки в противошпинделе на 4 позиции (4 фиксированные позиции - стандарт, 2-3 позиции приводные-опция);
- блок приводных инструментов на 4 позиции для радиальной обработки;
- настройщик длины вылета инструментов;
- память 1280М;
- индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус (ось С);
- интерфейс податчика прутка;
- датчик выгрузки деталей из противошпинделя;
- сигнальная лампа станка;
- освещение рабочей зоны;
- датчик расхода СОЖ;
- М-код обдува воздухом;
- набор инструментов для обслуживания станка;
- дисковый пневматический тормоз главного шпинделя и противошпинделя;
- блокировка двери;
- конвейер обработанных деталей;
- инструкция по программированию системы ЧПУ;
- инструкция по эксплуатации станка.
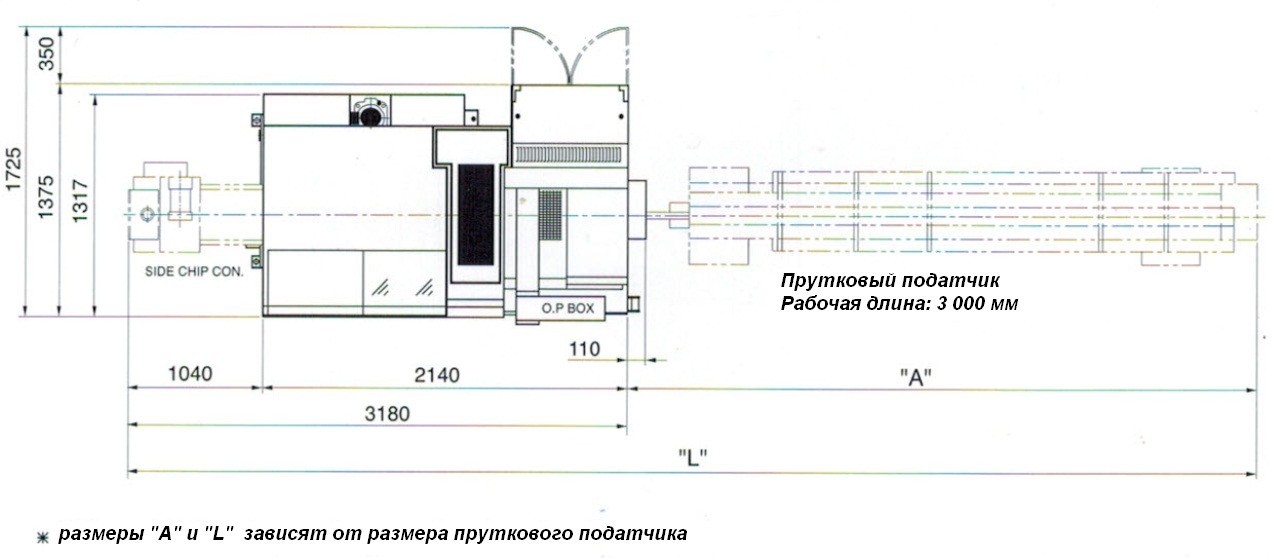
Рабочее расположение оборудования:
Смотрите также:
Листогибочные прессы
- Гидравлические листогибочные прессы DURMA
- Гидравлические листогибочные прессы MVD Inan iBend
- Гидравлические листогибочные прессы Ermaksan
- Гидравлические листогибочные прессы LZK HPB-K
- Гидравлические листогибочные прессы ZYMT WC67K
- Гидравлические листогибочные прессы Yangli
- Гидравлические листогибочные прессы Yawei





