



Токарныe станки с ЧПУ с наклонной станиной
 Токарные обрабатывающие центры Blin Machinery серии S
Токарные обрабатывающие центры Blin Machinery серии SПрецизионные станки с наклонной станиной серии S предназначены для токарной обработки разных видов металла. Максимальный диаметр обработки от 300 до 380 мм, максимальная длина обработки от 280 до 530 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 360 | 320 | ||
| 340 | 280 | ||
| 380 | 530 | ||
| 380 | 530 | ||
| 300 | 530 | ||
| Показать все оборудование данной серии | |||
 Токарные обрабатывающие центры Blin Machinery серии H5/6
Токарные обрабатывающие центры Blin Machinery серии H5/6Токарные станки стандартной серии H5/6 с наклонной станиной предназначены для токарной обработки разных видов металла. Максимальный диаметр обработки составляет 300 мм, максимальная длина обработки от 320 до 340 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 300 | 320 | ||
| 300 | 340 | ||
 Токарные обрабатывающие центры Blin Machinery серии H40
Токарные обрабатывающие центры Blin Machinery серии H40Токарные станки стандартной серии H40 с наклонной станиной предназначены для токарной обработки разных видов металла. Максимальный диаметр обработки от 225 до 320 мм, максимальная длина обработки от 240 до 300 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 310 | 300/290 | ||
| 240/320 | 260/240 | ||
| 225 | 240 | ||
 Токарные обрабатывающие центры Blin Machinery серии H50
Токарные обрабатывающие центры Blin Machinery серии H50Токарные станки стандартной серии H50 с наклонной станиной предназначены для токарной обработки разных видов металла. Максимальный диаметр обработки от 290 до 400 мм, максимальная длина обработки от 355 до 500 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 400 | 500 | ||
| 400 | 485/475 | ||
| 290 | 355 | ||
| 330 | 450 | ||
 Токарные обрабатывающие центры Blin Machinery серии H-L
Токарные обрабатывающие центры Blin Machinery серии H-LТокарные станки стандартной серии H-L с наклонной станиной предназначены для тяжелых обработок заготовок из различных типов металла. Максимальный диаметр обработки от 300 до 600 мм, максимальная длина обработки от 400 до 3000 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 300 | 400 | ||
| 400 | 1000/1500/ 2000/3000 | ||
| 350 | 1000/1500/ 2000/3000 | ||
| 600 | 1000/1500/ 2000/3000 | ||
| 450 | 1000/1500/ 2000/3000 | ||
 Токарные обрабатывающие центры Blin Machinery серии CK
Токарные обрабатывающие центры Blin Machinery серии CKТокарные станки серии CK для тяжелых обработок с наклонной станиной применяются для обработки заготовок из различных типов металла. Максимальный диаметр обработки от 400 до 850 мм, максимальная длина обработки от 500 до 3000 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 400 | 1000 | ||
| 500 | 1000/1500 | ||
| 550 | 500/1000/1500 | ||
| 670 | 800/1500/2000 | ||
| 850 | 1500/2000/3000 |

 Токарные станки с ЧПУ DMTG серии CL
Токарные станки с ЧПУ DMTG серии CLС цельнолитой наклонной станиной 45° и 60° для токарной обработки деталей типа тел вращения, сверления, нарезания резьбы, зенкерования. 8-ми позиционная револьверная головка. Система ЧПУ Fanuc или Siemens. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 400 | 250 / 330 | ||
| 400 | 230 / 310 | ||
| 440 | 450 | ||
| 440 | 430 | ||
 Токарные станки с ЧПУ DMTG серии DL-M
Токарные станки с ЧПУ DMTG серии DL-MМногофункциональные высокоскоростные станки с системой ЧПУ Fanuc для токарной обработки деталей средних размеров в серийном производстве. Станина с углом наклона 45°, прецизионный высокоскоростной шпиндель. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 440 | 600 / 1000 | ||
| 520 | 1000 / 1500 | ||
| 625 | 1000 / 1500 | ||
| 680 | 1000 / 1500 / 2000 / 3000 | ||
| 900 | 1000 / 1500 / 2000 / 3000 | ||
 Токарные обрабатывающие центры DMTG серии DL-MH
Токарные обрабатывающие центры DMTG серии DL-MHМногофункциональные токарные центры с наклонной станиной 45° и системой ЧПУ Fanuc для обработки деталей средних размеров в серийном производстве. Максимальный диаметр обработки от 440 до 680 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 440 | 500 / 900 | ||
| 520 | 1000 / 1500 | ||
| 625 | 940 / 1440 | ||
| 680 | 1000 / 1500 / 2000 / 3000 |
 Токарные станки с ЧПУ Z-MAT серии TN
Токарные станки с ЧПУ Z-MAT серии TNТокарные станки серии TN с наклонной станиной, линейными направляющими и 12-ти позиционной револьверной головкой. Максимальный диаметр обработки от 400 до 600 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 400 | 500 | ||
| 600 | 750 | ||
| 500 | 650 | ||
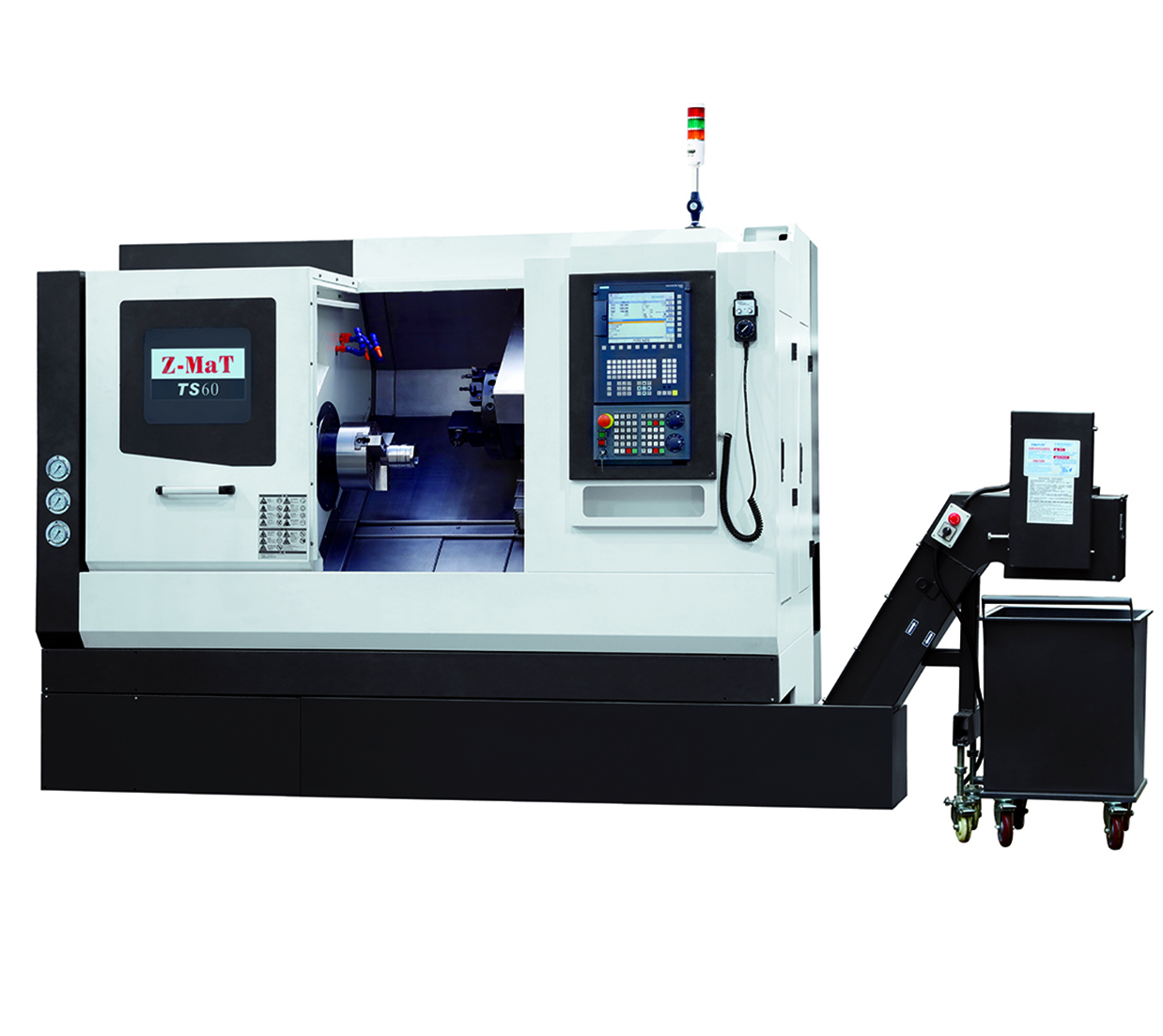 Токарные станки с ЧПУ Z-MAT серии TS
Токарные станки с ЧПУ Z-MAT серии TSТокарные станки серии TS с наклонной станиной, линейными направляющими и 12-ти позиционной револьверной головкой. Максимальный диаметр обработки от 200 до 600 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 600 | 400 | ||
| 400 | 320 | ||
| 500 | 320 | ||
 Токарные станки с ЧПУ Z-MAT серии TС
Токарные станки с ЧПУ Z-MAT серии TСТокарные станки серии TС с осью Y, наклонной станиной, линейными направляющими и 12-ти позиционной револьверной головкой. Максимальный диаметр обработки 320 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 510 | 429 | ||
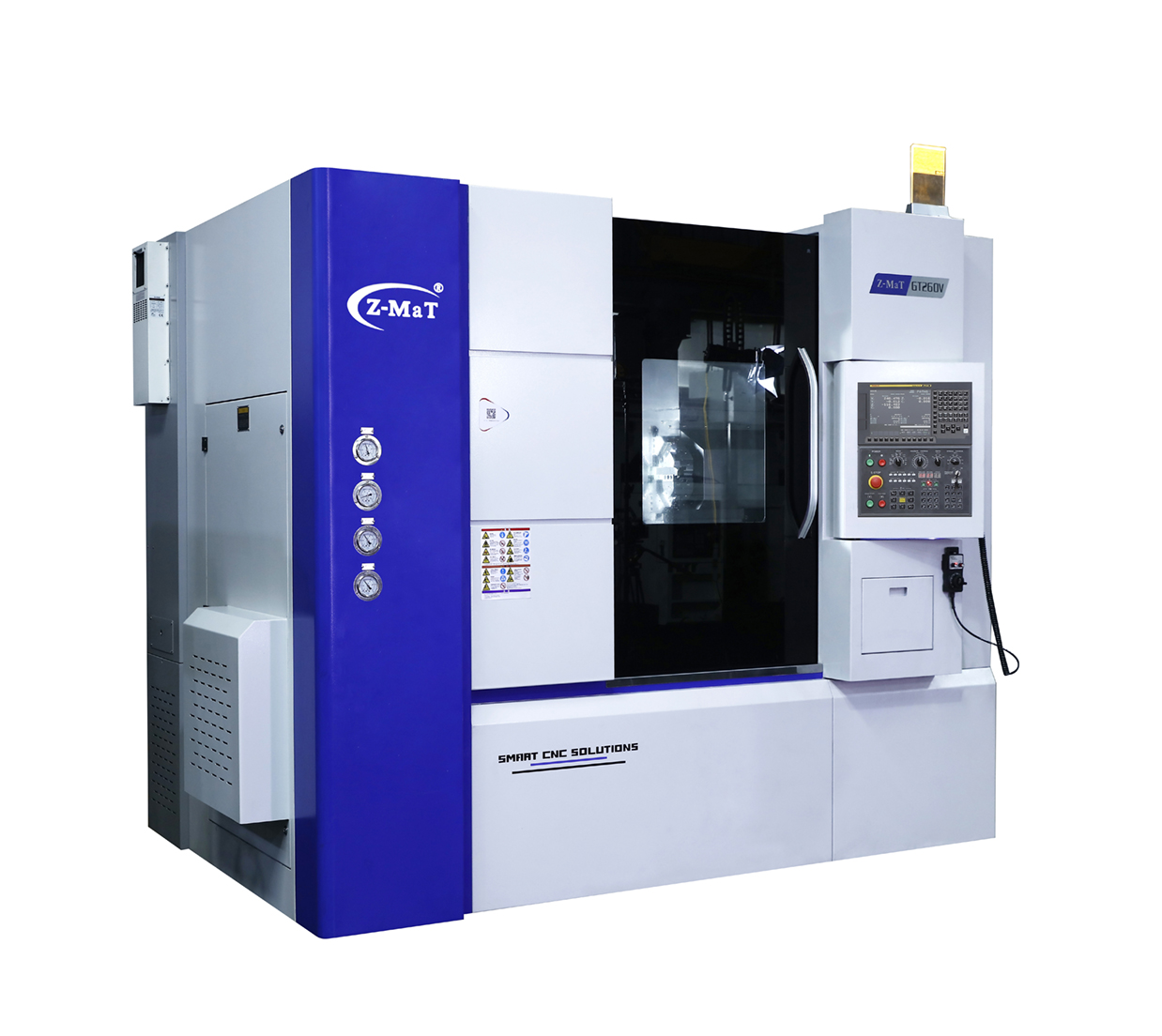 Токарные станки с ЧПУ Z-MAT серии GT
Токарные станки с ЧПУ Z-MAT серии GTМногофункциональные станки с наклонной станиной 90˚, линейными направляющими и 8-ми позиционной револьверной головкой. Максимальный диаметр обработки 340 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 340 | - | ||
| 340 | - | ||
 Токарные станки с ЧПУ Z-MAT серии DT
Токарные станки с ЧПУ Z-MAT серии DTТокарные станки серии DT с осью Y, наклонной станиной 45˚, линейными направляющими и 12-ти позиционной револьверной головкой. Максимальный диаметр обработки от 400 до 600 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 500 | 350 | ||
| 400 | 500 | ||
| 600 | 650 | ||
 Токарные станки с ЧПУ Z-MAT серии Star STL
Токарные станки с ЧПУ Z-MAT серии Star STLТокарные станки серии Star STL с наклонной станиной 35˚, линейными направляющими и 8-ми позиционной револьверной головкой. Максимальный диаметр обработки от 260 до 500 мм. Система ЧПУ Siemens. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 260 | 300 | ||
| 300 | 400 | ||
| 280 | 400 | ||
| 320 | 750 | ||
| 300 | 500 | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ Z-MAT серии Star SL
Токарные станки с ЧПУ Z-MAT серии Star SLКомпактные токарные станки серии Star SL с наклонной станиной 35˚, линейными направляющими и 8-ми позиционной револьверной головкой. Максимальный диаметр обработки от 260 до 600 мм. Система ЧПУ Siemens. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 260 | 280 | ||
| 380 | 320 | ||
| 400 | 400 | ||
| 400 | 400 | ||
| 500 | 400 | ||
 Токарные станки с ЧПУ Z-MAT серии Flash SL
Токарные станки с ЧПУ Z-MAT серии Flash SLКомпактные токарные станки серии Flash SL с системой ЧПУ Siemens, наклонной станиной 35˚ и сверхточной линейной направляющей. Увеличенная производительность за счет высокой скорости перемещения по осям X и Z. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 420 | 240 | ||
| 420 | 240 | ||
| 400 | 250 | ||
| 380 | 280 | ||
 Токарные станки с ЧПУ Z-MAT серии Flash FL
Токарные станки с ЧПУ Z-MAT серии Flash FLЭффективные станки серии Flash FL с системой ЧПУ Siemens, горизонтальной станиной, задней бабкой, скоростными линейными направляющими и 8-ми позиционной револьверной головкой. Максимальный диаметр обработки от 180 до 550 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 180 | 160 | ||
| 400 | 250 | ||
| 500 | 300 | ||
| 550 | 320 | ||
| 650 | 450 | ||
 Токарные станки с ЧПУ Z-MAT серии Flash FTL
Токарные станки с ЧПУ Z-MAT серии Flash FTLСтанки серии Flash FTL с системой ЧПУ Siemens, горизонтальной станиной, задней бабкой, скоростными линейными направляющими и 8-ми позиционной револьверной головкой обеспечивают высокую точность и эффективность производства. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 300 | 180 | ||
| 300 | 180 | ||
| 400 | 380 | ||
| 400 | 650 | ||
| 400 | 650 | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ Z-MAT серии Power A
Токарные станки с ЧПУ Z-MAT серии Power AКомпактные токарные станки серии Power A с системой ЧПУ Siemens, наклонной станиной 60˚ и тяжелой линейной направляющей. Увеличенная производительность за счет высокой скорости перемещения по осям X и Z. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 500 | 250 | ||
| 500 | 250 | ||
| 550 | 250 | ||
 Токарные станки с ЧПУ Z-MAT серии Super P
Токарные станки с ЧПУ Z-MAT серии Super PВысокоточные, компактные токарные станки серии Super P с системой ЧПУ Siemens, наклонной станиной 30˚ и линейными направляющими Bosh Rexroth. Максимальный диаметр обработки от 300 до 360 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 300 | 160 | ||
| 300 | 160 | ||
| 300 | 180 | ||
| 360 | 300 | ||
| 300 | 160 | ||
 Токарные станки с ЧПУ Z-MAT серии CK
Токарные станки с ЧПУ Z-MAT серии CKТокарные станки серии CK с усиленными направляющими скольжения, ручной задней бабкой и ЧПУ Siemens. Имеют высокий крутящий момент и скорость, подходят для обработки длинных деталей. Максимальный диаметр обработки от 180 до 320 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 300 | 300 | ||
| 350 | 500 | ||
| 420 | 750/1000/1500 | ||
| 500 | 750/1000/1500 |
 Токарные станки с ЧПУ ACCUWAY серии UT
Токарные станки с ЧПУ ACCUWAY серии UTТокарные станки с цельнолитой наклонной станиной, системой ЧПУ Fanuc, направляющими скольжения и противошпинделем для точения разных, в том числе и труднообрабатываемых материалов. Возможность фрезерной обработки. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 350 | 570 | ||
| 350 | 1000 | ||
| 260 | 495 | ||
| 286 | 495 | ||
| 500 | 700 | ||
| Показать все оборудование данной серии |
 Токарные станки LEADWELL серии T
Токарные станки LEADWELL серии TМногофункциональные токарные станки высокой точности и скорости с направляющими качения и наклонной станиной для обработки широкой номенклатуры деталей. Максимальный диаметр обработки от 136 до 470 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 136 | 150 | ||
| 340 | 480 | ||
| 300 | 330 | ||
| 300 | 530 | ||
| 380 | 440 | ||
| Показать все оборудование данной серии | |||
 Токарные станки LEADWELL серии LTC
Токарные станки LEADWELL серии LTCМногофункциональные высокопроизводительные токарные станки с направляющими скольжения и наклонной станиной для обработки труднообрабатываемых материалов. Максимальный диаметр обработки от 300 до 1000 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 300 | 300 | ||
| 300 | 500 | ||
| 320 | 438 | ||
| 430 | 1000 | ||
| 430 | 1030 | ||
| Показать все оборудование данной серии |
 Токарные станки TMT серии TTL-G
Токарные станки TMT серии TTL-GВысокопроизводительные токарные станки с наклонной станиной 45˚ и роликовыми линейными направляющими. Система управления FANUC. Максимальный диаметр обработки от 100 до 360 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 100 | 225 | ||
| 100 | 225 | ||
| 360 | 220/275 | ||
| 360 | 195/250 | ||
 Токарные станки TMT серии TTL
Токарные станки TMT серии TTLСтанки серии TTL обеспечивают высокую производительность, скорость и точность токарной обработки. Возможность обработки более сложных деталей благодаря оси Y. Максимальный диаметр обработки от 300 до 400 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 400 | 300 | ||
| 400 | 550 | ||
| 400 | 300 | ||
| 400 | 550 | ||
| 400 | 270 | ||
| Показать все оборудование данной серии | |||
 Токарные станки TMT серии TTB-20
Токарные станки TMT серии TTB-20Популярная серия токарных станков, благодаря компактным размерам, высокой точности и производительности. Наклонная станина 30˚. Максимальный диаметр обработки от 300 до 430 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 430 | 300 | ||
| 430 | 600 | ||
| 430 | 270 | ||
| 430 | 570 | ||
| 360 | 300 | ||
| Показать все оборудование данной серии | |||
 Токарные станки TMT серии TTB-20MW
Токарные станки TMT серии TTB-20MWУниверсальная серия станков с цельнолитой станиной, осью Y, противошпинделем с функцией фрезерования и направляющими скольжения. Максимальный диаметр обработки от 300 до 360 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 360 | 610 | ||
| 360 | 600 | ||
| 360 | 545 | ||
| 300 | 610 | ||
| 300 | 600 | ||
| Показать все оборудование данной серии | |||
 Токарные станки TMT серии TTB-25
Токарные станки TMT серии TTB-25Станки серии TTB-25 с закаленной наклонной станиной из чугуна, отличающиеся высокой точностью и стабильностью. Система управления FANUC. Максимальный диаметр обработки от 380 до 450 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 450 | 610 | ||
| 450 | 1100 | ||
| 380 | 510 | ||
| 380 | 1000 | ||
.png) Токарные станки TMT серии TTB-30
Токарные станки TMT серии TTB-30Станки серии TTB-30 с наклонной станиной 30˚ отличающиеся высокой точностью, производительностью и стабильностью. Система управления FANUC. Максимальный диаметр обработки от 430 до 500 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 500 | 750/1150/1650/2150 | ||
| 500 | 740/1140/1640/2140 | ||
| 500 | 710/1110/1610/2110 | ||
| 430 | 590/990/1490/2090 | ||
| 430 | 570/970/1470/1970 | ||
| Показать все оборудование данной серии | |||
 Токарные станки TMT серии TTB-36
Токарные станки TMT серии TTB-36Высокопроизводительные токарные станки с наклонной станиной 45˚ и широкими направляющими скольжения для тяжелого точения. Система управления FANUC. Максимальный диаметр обработки от 420 до 550 мм |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 550 | 780/1530/2280 | ||
| 550 | 765/1515/2265 | ||
| 420 | 695/1445/2195 | ||
| 420 | 680/1430/2180 | ||
 Токарные станки TMT серии TTB-40
Токарные станки TMT серии TTB-40Высокопроизводительные токарные станки с жесткой наклонной станиной 45˚ для тяжелого точения и обработки деталей с большим диаметром. Система управления FANUC. Максимальный диаметр обработки от 500 до 650 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 550/550 | 1480/2230 | ||
| 550/550 | 1465/2215 | ||
| 550/550 | 1200/1950 | ||
| 650/650 | 1400/2150 | ||
| 650/650 | 1385/2135 | ||
| Показать все оборудование данной серии | |||
 Токарные станки TMT серии TLD-MYW
Токарные станки TMT серии TLD-MYWВысокоскоростные станки с роликовыми линейными направляющими, с двумя револьверными головками и двумя шпинделями. Система управления FANUC. Максимальный диаметр обработки 330 мм. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 330 | 570 | ||
| 330 | 570 | ||
| 330 | 570 |
 Токарные обрабатывающие центры DMC серии DL G
Токарные обрабатывающие центры DMC серии DL GСтанки серии «эконом» с линейным резцедержателем и наклонной станиной 60°, предназначены для обработки простых деталей и производства метизов. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 70 | 150 | ||
| 100 | 150 | ||
| 110 | 150 | ||
| 170 | 240 | ||
| 170 | 240 | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ DMC серии DL B
Токарные станки с ЧПУ DMC серии DL BСредние токарные станки с наклонной станиной, оснащенные системой ЧПУ FANUC. Отличительная особенность - вместо роликовых направляющих качения используются направляющие скольжения. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 350 | 410 | ||
| 350 | 410 | ||
| 350 | 393 | ||
| 350 | 393 | ||
| 350 | 410 | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ DMC серии DL Q
Токарные станки с ЧПУ DMC серии DL QМногоцелевые станки с системой ЧПУ с линейными направляющими или направляющими типа «ласточкин хвост». Горизонтальный или наклонный инструментальный стол. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 70 | 150 | ||
| 115 | 150 | ||
| 120 | 250 | ||
| 170 | 240 | ||
| 170 | 300 | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ DMC серии DL R
Токарные станки с ЧПУ DMC серии DL RСтанки с компактной модульной конструкцией: роликовые направляющие, наклонная станина, 12-ти позиционная револьверная головка с сервоприводом. Снабжены системой ЧПУ FANUC. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 350 | 410 | ||
| 350 | 410 | ||
| 350 | 390 | ||
| 350 | 390 | ||
 Токарные станки с ЧПУ DMC серии DL S
Токарные станки с ЧПУ DMC серии DL SСамые большие токарные станки в линейке станков DMC с цельнолитой наклонной станиной, направляющими скольжения и мощными двигателями. Подходят как для чистового, так и жесткого, силового точения. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 400 | 1080 | ||
| 420 | 1080 (2080, 2580, 3080) | ||
| 420 | 1255 (1655, 2055) | ||
| 560 | 1255 (1655, 2055) | ||
| 690 | 1465 (2265, 3200) | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ DMC серии DL Т
Токарные станки с ЧПУ DMC серии DL ТСамая популярная серия станков, подходят для точения деталей длиной до 500 мм. Могут быть укомплектованы, как стандартной револьверной головой, так и револьверной головой с приводным инструментом. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 280 | 320 | ||
| 280 | 520 | ||
| 280 | 300 | ||
| 280 | 510 | ||
| 280 | 270 | ||
| Показать все оборудование данной серии | |||
 Токарные станки с ЧПУ DMC серии DL LMSY
Токарные станки с ЧПУ DMC серии DL LMSYМногофункциональные станки с системой ЧПУ для решения разных задач. Снабжены 12-ти позиционной револьверной головой с приводным инструментом, противошпинделем оси Y. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 280 | 500/480 | ||
 Токарные станки с ЧПУ DMC серии DL SY
Токарные станки с ЧПУ DMC серии DL SYГоризонтальные токарные станки с наклонной станиной 45˚. Снабжены противошпинделем оси Y, благодаря которому можно выполнять двухстороннюю обработку детали без переустановки. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 400 | 1080 |
 Токарные обрабатывающие центры TAKISAWA серии LS
Токарные обрабатывающие центры TAKISAWA серии LSВысокопроизводительные станки с цельнолитой наклонной станиной 45˚ для токарной обработки больших деталей (валов, фланцев, труб, осей) при тяжелых режимах резки. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
|---|---|---|---|
| 760 | 1100 / 1600 / 2100 / 3100 | ||
| 760 | 1095 / 1595 / 2095 / 3095 | ||
| 760 | 1050 / 1550 / 1950 / 2950 | ||
| 680 | 988 / 1488 / 1988 / 2988 | ||
| 680 | 985 / 1485 / 1985 / 2985 | ||
| Показать все оборудование данной серии | |||
 Токарные обрабатывающие центры TAKISAWA серии LA
Токарные обрабатывающие центры TAKISAWA серии LAВысокопроизводительные станки с цельнолитой наклонной станиной 30˚ для токарной обработки больших деталей (валов, фланцев, труб, осей) при тяжелых режимах резки. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 250 (320) | 329 (639) | ||
| 250 | 312 (612) | ||
| 250 (320) | 300 (600) | ||
| 250 | 284 (584) | ||
| 450 | 765 (1165) | ||
| Показать все оборудование данной серии | |||
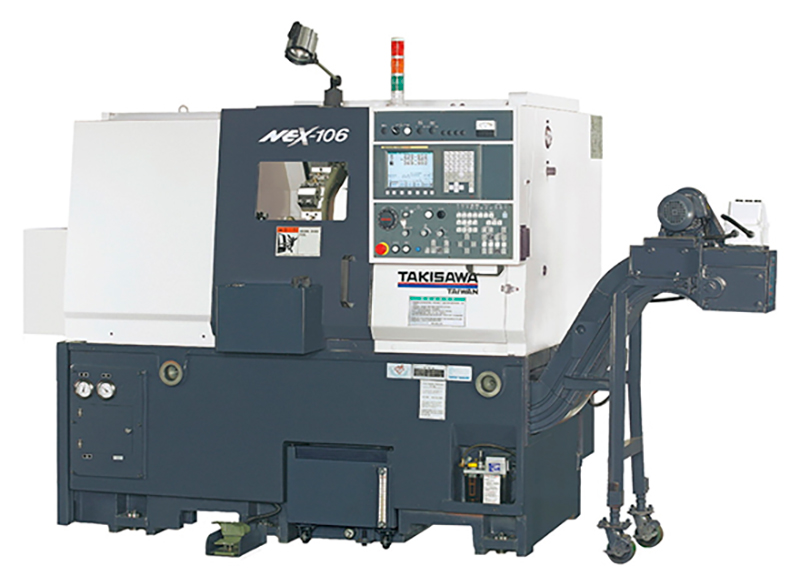 Токарные обрабатывающие центры TAKISAWA серии NEX
Токарные обрабатывающие центры TAKISAWA серии NEXВысокопроизводительные станки с цельнолитой наклонной станиной 30˚ для токарной обработки больших деталей (валов, фланцев, труб, осей) при легких режимах резки. |
|||
| Модель | max Ø обработки, мм | max длина обработки, мм | Цена |
| 220 | 185 | ||
| 240 | 350 | ||
| 320 | 481 | ||
| 400 | 657 | ||
| 260 | 446,8 | ||
| Показать все оборудование данной серии |
Смотрите также:
Листогибочные прессы
- Гидравлические листогибочные прессы DURMA
- Гидравлические листогибочные прессы MVD Inan iBend
- Гидравлические листогибочные прессы Ermaksan
- Гидравлические листогибочные прессы LZK HPB-K
- Гидравлические листогибочные прессы ZYMT WC67K
- Гидравлические листогибочные прессы Yangli
- Гидравлические листогибочные прессы Yawei
Токарные станки с наклонной станиной применяются в процессе обработки тяжёлых стальных цилиндрических и конусных заготовок посредством их вращения. Встроенный модуль ЧПУ считывает заранее заложенный алгоритм проточки деталей, последовательно выполняя все производственные операции в едином цикле, при изготовлении крупносерийной продукции.
Технические характеристики токарных станков по металлу с ЧПУ с наклонной станиной
Токарные станки с ЧПУ с наклонной станиной, предлагаемые нашей компанией, обладают следующими техническими характеристиками:
- угол наклона рабочей плоскости – от 30 до 45 градусов;
- диаметр обрабатываемой заготовки – от 100 до 760 мм.;
- длина изделия, подвергающегося проточке – от 100 до 3000 мм.;
- двигатель рабочего шпинделя – от 5,5 до 26 кВт;
- масса оборудования – от 1,8 до 15 тонн;
- диаметр отверстия при необходимости сверления – от 40 до 380 мм.
Каждый желающий имеет возможность купить токарный станок по металлу, наилучшим образом подходящий под требования производственной линии.
Преимущества токарных станков по металлу с ЧПУ с наклонной станиной
Металлообрабатывающие станки с наклонной станиной пользуются повышенным спросом, благодаря следующим преимуществам:
- Повышенная жёсткость рабочей плоскости.
- Высокая скорость перемещения режущего органа.
- Срезаемая стружка падает в накопитель под собственным весом.
- Мощный серводвигатель обеспечивает возможность обработки заготовки из любого типа металла – чугуна стали, алюминия, меди.
- Модуль ЧПУ обеспечивает максимальную точность обработки и исключает образование брака.
К каждой машине прилагается паспорт качества, согласно которому она должна подвергаться периодическому сервисному обслуживанию для сохранения гарантии.
Принцип работы токарных станков по металлу с ЧПУ с наклонной станиной
Практически все станки с наклонной станиной, вне зависимости от мощности, скорости обработки и модификации, имеют единый принцип действия:
- обрабатываемая цилиндрическая или конусная заготовка фиксируется в оборудовании посредством механических или гидравлических зажимов;
- оператор выставляет нужный алгоритм обработки – количество операций, глубину реза, траекторию движения режущего органа;
- к детали подводится нужный режущий инструмент посредством поворота револьверной головки;
- станок запускается в работу;
- заготовка начинает вращаться, а резак одновременно снимает стружку в необходимых зонах, вдоль её поверхности;
- по завершении производственного цикла, станок останавливается, готовая деталь освобождается, а на её место устанавливается новая заготовка.
В зависимости от конфигурации и функционала машины, подача и фиксация новой заготовки на станине может обеспечиваться вручную, либо роботизированным способом. Если вас интересует покупка высококачественного, надёжного металлообрабатывающего оборудования за доступные деньги, будем рады видеть вас в числе наших клиентов.